


新闻资讯
联系我们

邮箱:info@wxjmjdss.com
地址:江苏省无锡市梁溪区广南路月星国际2102-2105


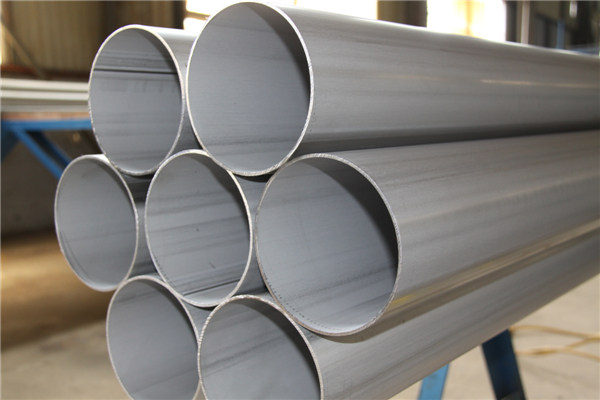
不锈钢和碳钢物质内含碳量比较低,不需要进行加热条件常温就可以焊接,当焊接环境温度低于5度时,需要进行预热处理。同时板厚大于20毫米时,结构纲度就比较大,那就需要先进行预热,在焊接完成后最后进行消除应力热处理。企业在工业生产中需要获取无裂纹的爆接接头,就需要避免两种焊接金属差异性,确保不锈钢不出现稀释现象。
(1)选择焊接材料。不锈钢和碳钢进行焊接,焊接处金属化学成分是由填充金属决定,两种不同金属具有不同焊接属性,从调整焊缝和溶合区组织性能,改变焊接接头应力分布状况,抑制熔和区中碳扩散等方面进行研究,实现对结构使用性能最终目标结构,帮助焊缝金属的成分应力接近其中一种金属成分,一般工业中都是选择奥氏体不锈钢焊条A307。
(2)焊接接头坡口。焊接接头外会出现不同大小坡口,4毫米厚度不用开坡口,采取直接焊接方式进行,4-6毫米厚度,焊缝处直进行双面焊接,不需要开坡口,6毫米以上就属于大数值,进行开坡口就需要确保焊接熔和区的性能,一般都是开V或X形坡口。
(3)焊接操作方法。工业中采用的焊接操作方法,总体上可以分为,一是采用手工弧焊方式,二是选择比较小的热输入,晓得焊接电流,采取比较快的焊接速度,电流和速度要控制在合理范围,不引起工业失误,三是采用短弧焊,焊接时电弧要偏向碳钢材料方向,保证两侧金属材料受热均匀一致,确保两边受热一致,不出现问题,四是设备需要进行多层焊接时,要先确保前一层焊缝温度冷却至200-300度,然后再进行下一道焊缝处理。
(4)焊后要检验。工作人员进行焊接工作的最后一道程序是焊接后的检验工作,具体是指在焊接工作完成后,对不锈钢和碳钢进行检验,这也是不锈钢焊接技术的重要环节。检验主要是通过测量仪器对焊接外缝进行外观检测是否有气孔,裂纹,焊瘤,咬边等不良效果,确保材料的焊接质量。这是非常重要焊接环节,可以有效发现焊接中出现问题,及时处理,提高焊接技术结果,提升设备有效率。

手机:18115755112
座机:0510 88992105
邮箱:info@wxjmjdss.com
公司地址:江苏省无锡市梁溪区广南路月星国际2102-2105
工厂地址:无锡东北塘农石路
备案号:苏ICP备2021033159号
无锡金明简德科技有限公司 版权所有